What types of centrifuges are available for industrial applications?
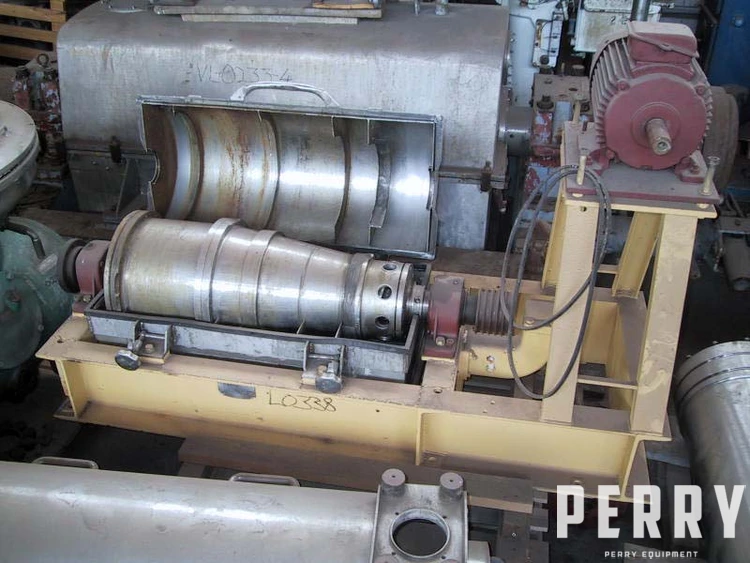
Centrifuges come in several types, including decanter centrifuges, disk stack centrifuges, and basket centrifuges. Each type is designed for specific applications, such as solid-liquid separation, liquid clarification, or dewatering. The best choice depends on your industry and the specific materials you’re processing.
How do I select the right centrifuge for my specific needs?
To select the right centrifuge, consider factors such as the type of material being processed, the required separation efficiency, throughput capacity, and whether you need continuous or batch processing. Consulting with manufacturers or suppliers to match the centrifuge specifications with your operational requirements is also a key step.
What industries commonly use centrifuges, and for what purposes?
Centrifuges are widely used in industries such as chemical processing, pharmaceuticals, food and beverage, wastewater treatment, and oil and gas. They are essential for separating liquids from solids, clarifying liquids, dewatering sludge, and purifying products in various manufacturing processes.
What are the key maintenance practices to ensure the longevity of a centrifuge?
Key maintenance practices for centrifuges include regular inspection and cleaning of the bowl and other components, ensuring proper lubrication of bearings, checking for wear and tear on seals and gaskets, and following the manufacturer’s recommended maintenance schedule. Routine monitoring of vibrations and balancing can also help prevent major issues.
How can I improve the efficiency of my centrifuge operation?
Efficiency can be improved by optimizing feed rates, ensuring the centrifuge is properly calibrated, and using the correct settings for your specific application. Regular maintenance, timely part replacements, and staff training on the correct operation of the centrifuge also contribute to maximizing performance and minimizing downtime.