What is an industrial mixer?
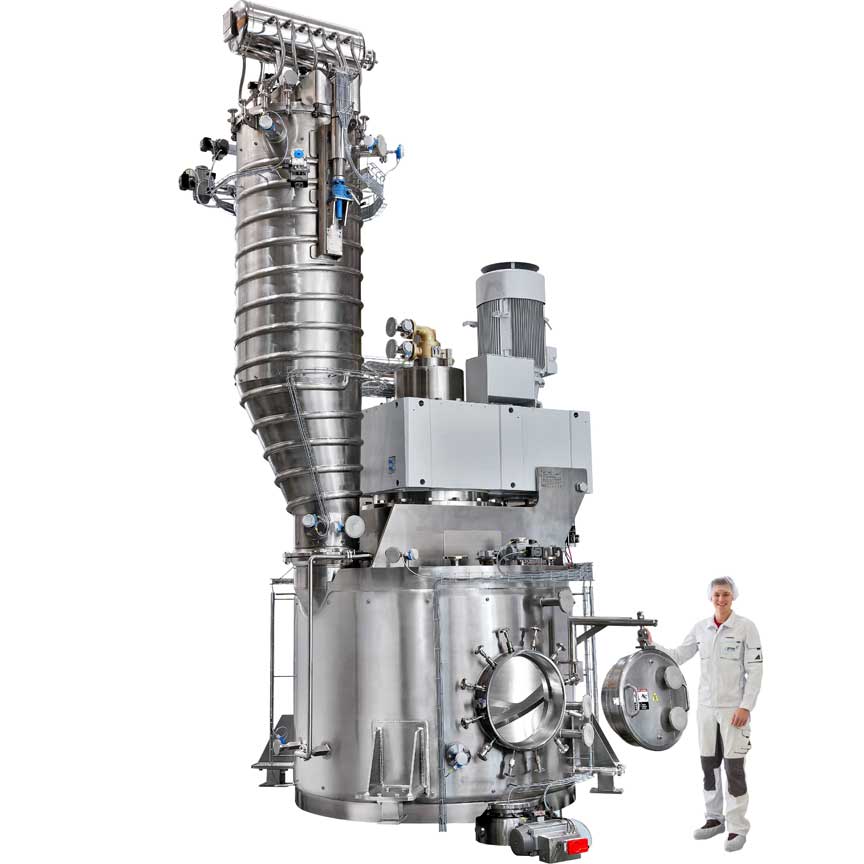
An industrial mixer is a piece of process equipment that combines two or more materials (typically powders, liquids or pastes) into a homogeneous blend. Mixing is one of the most widely-used unit operations in industry, with applications ranging from dry powder blending for food and pharmaceutical formulations through to high-shear emulsification of cosmetic creams and fluid dynamic blending of large chemical batches. Industrial mixers are typically specified by working capacity (litres or kilograms), drive power (kW), agitator type, batch or continuous operation and discharge method, with selection driven by product viscosity, particle size, batch homogeneity requirements and process throughput.
How long do industrial mixers last?
Quality industrial mixers routinely operate for 25-40+ years. The main vessel bodies and structural components last decades; agitator bearings, mechanical seals, gearboxes and drive components require periodic overhaul, typically every 3-7 years depending on duty. The robust construction of industrial-grade mixers ensures excellent longevity even in demanding applications.
Why choose an industrial mixer?
Effective mixing is critical to product quality, batch consistency and downstream process performance across every industry that handles powders, liquids or pastes.
- Batch homogeneity: well-specified mixers achieve batch-to-batch consistency to relative standard deviations of 1-3%, essential for regulated industries (pharma, food, fine chemicals).
- Product quality: controlled mixing time, intensity and shear deliver the texture, dispersion and product specification your customers expect.
- Scale-up support: lab and pilot mixers from established manufacturers scale predictably to production, supporting product development and process validation.
- Process flexibility: modern mixers with adjustable speed drives and multi-shaft designs can handle a wide range of recipes and product types from one vessel.
- Hygiene and CIP support: sanitary food and pharma mixers integrate with CIP/SIP systems, supporting GMP operation, allergen control and HACCP compliance.
Why buy a used industrial mixer?
Industrial mixers are excellent candidates for second-hand purchase because the main vessels last decades and wear components are widely supported.
- Major capital savings: used industrial mixers typically cost 40-60% less than new equivalents, with significant savings on larger production-scale units.
- Immediate availability: new specialty mixers can have lead times of 12-24 weeks. Used stock is often available within weeks.
- Refurbishment-friendly: seal renewal, gearbox overhaul, drive replacement and motor upgrades return used mixers to as-new condition.
- Proven track record: mixers with documented production history give clear evidence of duty cycle and product compatibility.
- Strong aftermarket support: established brands such as Lodige, Winkworth, Forberg, Silverson, Ross, Hosokawa, GEA, and others have UK service networks supporting parts and refurbishment.
Types of industrial mixers for sale
Ribbon blenders
Horizontal U-trough mixers fitted with helical inner and outer ribbons that move product axially in opposite directions, achieving thorough convective and shear blending of dry powders and granules. Standard for food (premixes, spices, instant powders), pharmaceuticals, animal feed, chemicals and detergents. Working capacities range from sub-100L pilot units up to 30,000L production blenders.
Paddle mixers
Single or twin-shaft paddle mixers handle both dry powder blending and the addition of liquids to powders. Twin-shaft paddle mixers (also called fluidising mixers) achieve very fast, gentle blending in 30-90 seconds, well-suited to friable products, food premixes, animal feed and pharmaceutical wet granulation.
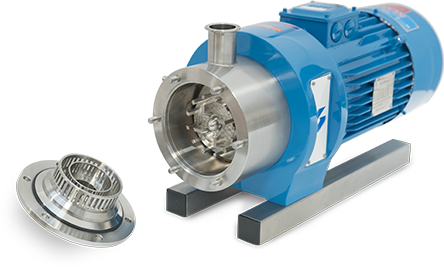
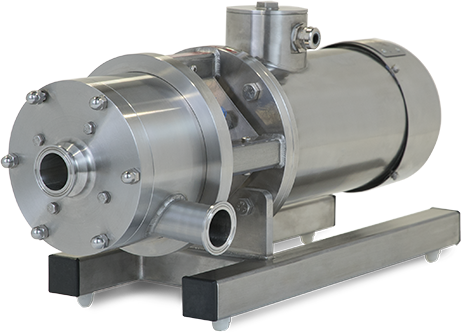
High-shear mixers
High-shear mixers use rotor-stator heads to deliver intense local shear, producing fine emulsions, dispersions and homogeneous suspensions. Standard for cosmetic creams, food sauces, pharmaceutical liquid products, paints, inks and adhesives. Common manufacturers include Silverson, Ystral, IKA and Ross.
Planetary mixers
Planetary mixers feature one or more agitators rotating on their own axes while orbiting the mixing bowl, eliminating dead zones and providing thorough mixing of viscous products. Common in food (icings, fillings), pharmaceutical (creams, ointments), cosmetics and adhesives production.
Tumble mixers
V-blenders, double cone blenders and bin blenders rotate the entire vessel to tumble product without any internal agitator, supporting gentle mixing of free-flowing powders and granules. Standard for pharmaceutical formulation, fine chemicals and any application where mechanical agitation could damage product.
Plough share and intensive mixers
Plough share mixers use plough-shaped agitators rotating at high speed inside a cylindrical drum, supporting fast, intensive mixing of powders, granules and dough-like products. Lodige and Forberg are dominant brands. Suit short-batch processing and high-volume production.
Key features to consider when buying an industrial mixer
- Working capacity: specify operating volume (typically 60-80% of total) rather than total volume. Mixers underfilled below their working range often perform poorly.
- Product viscosity and characteristics: low-viscosity liquids suit centrifugal and high-shear mixers; viscous pastes need planetary or kneading designs; free-flowing powders suit ribbon and tumble blenders.
- Construction materials: 316L stainless for food, pharma and most chemical duty; carbon steel for benign powder blending; specialist alloys or coatings for aggressive products.
- Hygiene and certification: food and pharma mixers need 3A, EHEDG, FDA or GMP-aligned design with sanitary fittings and documented cleaning validation.
- Drive power and speed: match drive power to product viscosity. Variable-speed drives (VFDs) support a wider range of products and recipes.
- Discharge method: bottom valves, butterfly valves, slide gates, screw extractors or bin tip designs each suit different product characteristics and operating patterns.
- ATEX rating: essential for solvent products, flammable powders or explosive atmospheres. Always verify current certification on used machines.
Industries and use cases for industrial mixers
- Food and beverage: premix blending, instant powder formulation, spice and seasoning mixing, sauce and dressing preparation, plus dough and batter production.
- Pharmaceutical and biotech: API blending, granulation, formulation, vaccine production and bulk drug compounding.
- Chemical and specialty chemicals: blending of chemical intermediates, specialty product formulation, agrochemical preparation and coatings production.
- Personal care and cosmetics: cream and lotion manufacturing, shampoo formulation, toothpaste and gel production, plus colour cosmetic blending.
- Plastics and polymers: additive blending, masterbatch preparation and polymer compounding.
- Construction materials: cement, plaster, mortar and dry mix blending for the building products sector.
What locations do we serve for industrial mixers?
As a buyer-to-seller marketplace, we feature industrial mixers from sellers across the UK and beyond. Use our location and distance filters to find equipment near your facility, supporting site visits and reducing transport costs for heavy production-scale units.
Can I return an industrial mixer?
As we operate as a buyer-to-seller marketplace, any returns policy must be agreed directly with the seller before purchase. We’d recommend pre-purchase inspection wherever possible, including a review of vessel condition, agitator wear, drive operation, seal status and any process certification.
Browse other industrial machinery categories
This category forms one part of our wider industrial machinery marketplace. Browse the full range of New and Used Industrial Machinery, or jump into a specific sub-category below: